熱線:021-66110810,66110819
手機(jī):13564362870
熱線:021-66110810,66110819
手機(jī):13564362870
2試驗(yàn)材料、設(shè)備及試驗(yàn)過(guò)程
2.1試驗(yàn)材料
現(xiàn)使用的光刻膠和去膠液分別為美國(guó)MicroChem公司生產(chǎn)的KMPR 1050型光刻膠和Remover PG去膠液,2.38%的TMAH作為其顯影液。
2.2試驗(yàn)設(shè)備
試驗(yàn)所用烘膠臺(tái)為萊伯泰科的EH20B型烘膠臺(tái);濺射機(jī)為成都江泰真空鍍膜科技有限公司的JTRC-550型磁控濺射機(jī);勻膠機(jī)為中國(guó)科學(xué)院微電子研究所的KW-4A型臺(tái)式勻膠機(jī);曝光機(jī)為奧地利UVG公司的EVG 610型光刻機(jī),電鑄電源為直流電源,另外,用德國(guó)卡爾蔡司公司的SUPRA55 SAPPHIRE型場(chǎng)發(fā)射掃描電子顯微鏡觀察其形貌結(jié)構(gòu)。
2.3試驗(yàn)過(guò)程
試驗(yàn)過(guò)程如圖2所示,具體方法及參數(shù)如下。
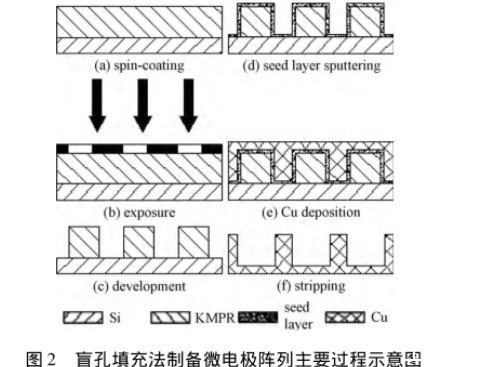
圖2盲孔填充法制備微電極陣列主要過(guò)程示意圖
(1)基底表面清洗。基片表面的清潔程度對(duì)整個(gè)實(shí)驗(yàn)有著至關(guān)重要的作用,將硅片先置于H?SO?:H?O?=3:1的溶液中,在120°C下加熱30 min,再用丙酮超聲清洗10 min,最后用去離子水沖洗,氮?dú)獯蹈桑賹⑵渲糜诤媾_(tái),以150°C的溫度烘烤20 min以去除表面吸附的殘余水分。
(2)涂布光刻膠及前烘。在硅片表面傾倒光刻膠,于水平位置靜置10 min,使其大致鋪滿硅片,然后在勻膠機(jī)下,以1500 r/min勻膠35 s,得到180μm的厚度,將勻好膠的硅片置于水平烘臺(tái)上,在100°C下前烘80 min。
(3)曝光及后烘。使用EVG光刻機(jī)曝光,KMPR需要365 nm到436 nm波段的紫外光曝光,采用Soft-contact接觸方式,曝光時(shí)長(zhǎng)400 s,曝光劑量3700 mJ/cm2,將曝光后的硅片置于水平烘臺(tái)上,在95°C下后烘4 min。
(4)顯影。將其置于2.38%的TMAH中顯影,顯影時(shí)長(zhǎng)25 min,然后用去離子水沖洗,氮?dú)獯蹈伞?
(5)濺射。在磁控濺射機(jī)里濺射10 min Cu,厚度為200 nm。
(6)過(guò)電鑄與去膠。電鑄液加熱會(huì)使膠模產(chǎn)生形變,特別是深寬比較大的結(jié)構(gòu),故而此處采用常溫酸性鍍銅工藝,使用本實(shí)驗(yàn)室自行配置的電鑄液,電鑄液配方如表1所示。
| Bath components | Content | Plating conditions | |
|---|---|---|---|
| CuSO?·5H?O / (g·L?1) | 190 | Temperature | Room temperature |
| H?SO? / (g·L?1) | 60 | PH | 3.5 ~ 4.5 |
| Cl? / (mg·L?1) | 70 | Voltage/V | 4.0 |
| Accelerator / (mol·L?1) | 4×10?? | Current/A | 0.4 |
| Inhibitors / (mol·L?1) | 24×10?? | Current density / (A·dm?2) | 1 |
| Other additives | Appropriate amount | Agitation methods | Magnetic force agitation |
電鑄前需要進(jìn)行真空潤(rùn)濕,即將濺射有種子層的膠模結(jié)構(gòu)浸入電鑄溶液中,并將電鑄系統(tǒng)置于真空箱中,然后進(jìn)行抽真空操作,以除去盲孔內(nèi)部的空氣。
電鑄完成后,將金屬基板底部拋光,然后置于Remover PG溶液中,在80°C下加熱1 h,去除光刻膠。
3結(jié)果與分析
3.1盲孔填充過(guò)程
加速劑、抑制劑在電鑄液中的含量對(duì)盲孔填充和微電極陣列基板的形成有著很重要的作用,圖3為抑制劑含量較低時(shí),電鑄10 h形成的金屬基底的形貌及其局部放大圖,隨機(jī)取點(diǎn)測(cè)得對(duì)應(yīng)h=470μm,h'-h=50μm,電鑄填充率為89.3%,填充率較低時(shí)會(huì)增加后續(xù)拋光的工作量,因此,加工過(guò)程中需合理控制并根據(jù)其消耗量適當(dāng)補(bǔ)充各類添加劑。
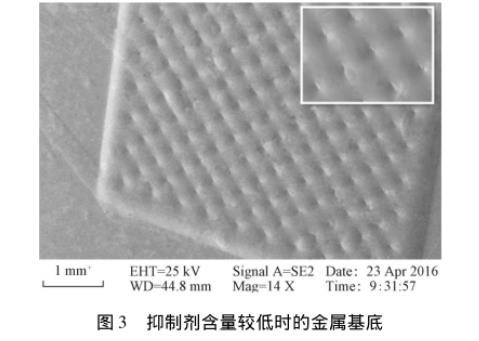
圖3抑制劑含量較低時(shí)的金屬基底
3.2電鑄與去膠過(guò)程
根據(jù)法拉第定律,電鑄厚度與電流密度及電鑄時(shí)間成正比,180μm厚的電極部分需要電鑄6 h,另外,為保證金屬基底達(dá)到一定的厚度,需要在填充率接近100%時(shí)適當(dāng)減小抑制劑的含量。
圖4是去除KMPR膠模后的微電極掃描電鏡照片。圖4(a)是截面為正三角形的陣列電極,三角形邊長(zhǎng)為200μm,中心距為353μm,高度為180μm,圖4(b)是截面為圓的陣列電極,圓直徑為200μm,中心距為400μm,高度為180μm。由于金屬基底是在電極上方形成的,所以不會(huì)出現(xiàn)電極脫落的現(xiàn)象。
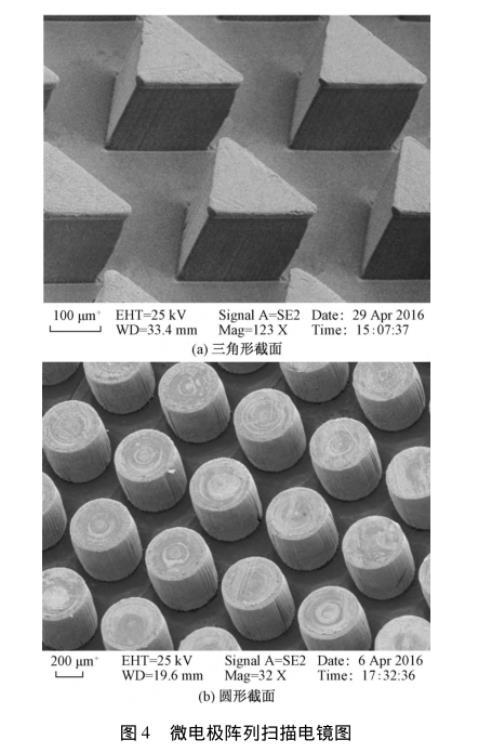
圖4微電極陣列掃描電鏡圖
4結(jié)論
KMPR膠的使用在烘膠與去膠上極大的縮短了加工周期,盲孔填充技術(shù)的運(yùn)用將原本微電極易于從金屬基底脫離的缺點(diǎn)轉(zhuǎn)化為一種優(yōu)點(diǎn)。現(xiàn)在提供的工藝方法克服了現(xiàn)有方法制作微電極陣列時(shí)電極容易與基底脫離、SU-8去除時(shí)損壞金屬微結(jié)構(gòu)等局限性,為金屬微電極陣列的加工制作提供了一種切實(shí)可行的工藝參考方案,并為超厚及超大深寬比微結(jié)構(gòu)加工奠定了基礎(chǔ)。
 相關(guān)新聞
相關(guān)新聞